请告诉我们您的知识需求以及对本站的评价与建议。
满意 不满意
Email:
地铁盾构管片自动化生产线的研究
栏目最新
- 椰子废弃物资源综合利用问题与对策
- 塔式起重机的使用与安全管理
- 无机保温材料在建筑外墙保温系统的应用
- 城市生态环境保护与绿色建筑材料
- 建筑材料的质量检测问题和防治措施
- 钢结构建筑的发展现状和应用前景
- 绿色建材与建筑节能
- 钢结构在民用建筑上应用价值、发展重点和难点
- 解决城市交通拥堵和停车难的途径:机械式停车
- 广州珠江新城西塔高空重型塔式起重机拆除技术
网站最新
[ 摘 要] 本文阐述了地铁盾构管片自动化生产线生产与传统固定式生产的优缺点, 并且详细阐述了自动化生产线的工作原理以及制约生产线正常运转的关键点。(参考《建筑中文网》)
[ 关键词] 地铁盾构管片; 自动化生产线; 研究
随着经济的迅速发展, 各大中城市的交通状况逐渐拥挤。因此建设地铁已经成为了解决这些城市交通问题的有效途径。盾构法施工是地铁建设最安全有效的施工方法, 被很多施工单位所采用。盾构施工最关键的一个部件就是隧道衬砌——地铁管片。地铁管片生产在国内大多采用固定式的生产方式, 其生产效率相对较低, 模具的利用率也相对较低。目前比较先进的生产方式是采用自动化生产线生产, 这样就解决了上述问题。但是, 利用自动化生产线生产对设备的要求比较高, 任何一个环节出现问题都会造成整个生产线的停滞, 从而影响生产。
1 两种生产方式的简单介绍
传统的生产方式是模具在生产车间内按环成排固定摆放, 每个模具下面都有附着试振动器 ( 多为气动) 。模具旁边是蒸汽管路用来管片成型后的蒸汽养护。操作工人在每个模具之间走动来完成各个工序的操作。混凝土浇注是用桥式吊车吊着混凝土料斗行走在每个模具上方来完成浇注。起片的时候也同样是用吊车在每个模具上方再次行走来把蒸养好的管片吊出来。
自动化生产线是是模具在生产线上有规律的按着一定节拍行走, 操作工人站在固定的工位上完成本工序的操作。完成一个等待下一个。振动台采用整体式的, 固定在生产线的某个位置上。振动台的上方是混凝土料斗, 搅拌好的混凝土直接输送至料斗中, 等待浇注。抹面后进入养护窑蒸养。
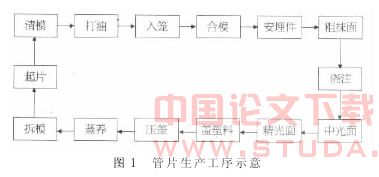
不管是固定式生产还是流水线生成都需要相同的工序,各生产工序如图 1。
2 自动化生产线的工作原理
对于传统的固定式生产方式是我们大家都非常熟悉的,下面着重阐述一下自动化生产线的工作原理。
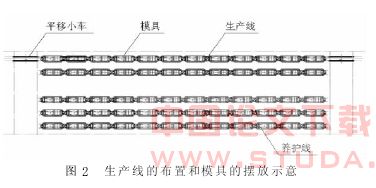
由于在管片制作过程中, 有三个时间是必须保证的, 一是管片浇注后的静停时间根据实际经验要 1 ̄2 h, 二是蒸养时间一般不少于 4 h, 三是混凝土搅拌时间每盘最快也要 5min。这样就确定了生产节拍是 5 min, 也就是说生产线在正常生产的时候要每 5 min 就要浇注一个模具, 同时这样由于静停时间的制约就必须使用至少 2 条生产线, 又由于生产时间的制约养护线就至少是 3 条。以 10 套模具为例, 2 条生产线, 3 条养护线是最为合理的。生产线的布置和模具的摆放如图 2 所示。
自动化生产线上由控制系统、生产线、养护线、振动台、平移小车、浇注系统和养护系统组成。
2.1 控制系统
自动化生产线的控制系统非常关键, 它是整条线的大脑, 生产线上的所有动作指令都是由控制系统发出的。并且, 它要使生产线的每个动作都要协调一致。控制系统是由电脑软件通过 PLC 控制各个驱动电机, 由驱动电机或者驱动电机带动液压泵站来完成相应的动作, 其中包括: 平移小车前后行走、模具移动、养护窑门的升降、振动台顶升和下降、模具夹紧和松开、振动马达的启动和停止、混凝土料斗的移动和下料等一系列动作。当各个动作到位后都有相应的传感器或接近开关把动作情况反馈给 PLC, PLC 做出判断后就会做出下一个动作。
平移小车是把模具从生产线运送到养护线和从养护线运送到生产线的转运设备。它是一个液压系统, 所有动作都是液压驱动。每条线的模具在动作之前小车都要在这条线的两端。因为, 有一个模具在其中的一个车上向前推出, 另一个小车就必须在这条线的另一短接住前面的模具, 小车把等待养护的管片运送到养护窑养护, 把养护好的管片运送到生产线脱模, 这样就形成了循环。如图 3 所示。

2.3 浇注系统
浇注系统是用来完成管片浇注成型的组成单元。它的构成非常简单, 就是一个可以在两条生产线上方只能垂直生产线方向行走的料斗小车。料斗小车只有两个动作, 一是前后行走来对准每条线的模具下料口, 二是料斗门的开关来完成混凝土的浇注。
2.4 振动台
振动台是管片生产的必要设备。在自动化生产线上必须采用整体式振动台, 即模具与振动台通过机械方式固定在一起, 随同振动台整体振动, 达到混凝土振实的目的。振动台一般要分成前后两个台, 模具横跨在两个振动台上。振动的时候需要气囊顶起来之后振动, 这样就可以尽量减小对振动台基础的振动。以沈阳地铁一号线的管片为例, 一个标准块的管片重量是 3 t, 模具重量是 4 t, 再加上振动台本身 1 t 重量, 我们就需要在每个振动台上安装两个振动马达, 每个振动马达的功率是 3 kW。为了在振动的时候不发生共振, 要尽量通过变频器把频率提高到 65 ̄70 Hz。
2.5 养护系统
养护系统是由热源、温度传感器、温度控制器组成。管片养护的温度要求相对比较严格, 升温速度不超过 15 ℃/h,降温速度不超过 20 ℃/h。管片养护分预养 ( 与静停同时进行) , 升温, 恒温, 降温四个过程。每个区域都在温度控制器上设定好温度范围, 温度控制器会根据传感器反馈回来的温度自动控制各个区域的温度, 来保证管片的蒸养条件。
3 管片自动化生产线的优点
3.1 节省投资与提高生产率
目前在国内的所有的固定式生产的管片公司, 每天最多只能打三翻, 而自动化生产线可以实现四翻, 也就是同样 10套模具固定式生产每天可以打 30 环, 采用自动化生产线可以每天生产 40 环。生产率一下提高了 33%。以每天生产 60环为例, 采用自动化生产线生产就可以减少 5 套模具投资, 以每套 80 万元计算, 扣除生产线成本 200 万元, 大约可节约资金 200 万元。
3.2 节省人力成本
由于固定式生产, 操作工人要行走于各个模具之间, 并且要在每个模具上上下。自动化生产线则不需要工人过多的走动, 完成一个模具之后只要原地等待下一个模具就可以了, 而且, 在固定的工作台上也减少了上下。这些使工人节省了很多体力。因此也相应的节省了一部分人力。以同样生产 40 环为例, 可以节省操作工人至少 10 人。
3.3 养护温度控制容易。
管片生产对蒸养的要求非常高。固定式生产一般只能是在每个模具的养护罩上安装温度计, 养护工需要在所有模具之间来回巡视, 由养护工来操作蒸汽阀门控制温度; 自动化生产线是在养护窑内蒸养, 温度是通过传感器给控制系统,由中央控制系统发出指令控制蒸汽阀门来达到控制温度的目的。相对来说会更加稳定可靠, 避免了人为因素的影响。
4 自动化生产线的局限性
4.1 自动化生产线对混凝土的要求比较高
由于自动化生产线生产过程中模具是按一定的节拍在运动, 所以这就要求混凝土的坍落度不能过大, 同时, 初凝速度要尽量的提前。否则就会在管片外弧面的下端产生堆积现象, 影响管片的外观质量。固定式生产就不会存在这种情况。这就要求我们的技术人员和搅拌站操作人员要严格控制混凝土坍落度; 并且, 要仔细研究配比使混凝土的初凝时间以适合生产线的需要。
4.2 自动化生产线对设备的要求非常高
制约自动化生产线生产效率的关键是设备的可靠性。其中有几个关键点, 第一是振动台; 第二是平移小车; 第三是控制系统。这三个关键点具有同样的重要性, 每个点出现问题都会使生产线停顿, 同时也使线上的所有操作工人处于长时间的等待状态当中, 这是一个极大的浪费。所以在选用设备的时候, 在这三个关键点上一定要保证其可靠性, 有必要选择性能较为先进的进口设备。固定式生产则没有以上三点制约, 一个模具出现问题, 基本不会对生产造成太大影响。
4.3 自动化生产线对工人的熟练程度要求高
在固定生产节拍以后, 工人就需要在规定的时间内完成本工序的操作, 否则就会影响整个生产线的生产。
5 结束语
采用自动化生产线是未来管片生产的一个发展方向, 但是由于目前尚处于起步阶段, 不论是从系统设计、优化上,还是设备的可靠性上都存在着很多不完善的地方。这些都需要制造商和相关的工程技术人员来不断的完善。相信随着人们对自动化生产线认识的深入, 将来它一定会广泛应用于管片的大规模生产上。
原文网址:http://www.pipcn.com/research/200809/9048.htm
也许您还喜欢阅读: