请告诉我们您的知识需求以及对本站的评价与建议。
满意 不满意
Email:
盾构刀盘紧急焊接修复
栏目最新
- 东莞至惠州城际铁路隧道安全风险评估与管理
- 高层建筑给排水系统安装施工技术
- 高层建筑施工质量的五个控制要点
- 房屋建筑工程质量问题、原因和防止措施
- 地下停车场防水工程施工质量预控措施
- 试析绿色施工技术在建筑工程中的应用
- 施工企业预算管理措施及案例分析
- 岩溶地区隧道施工综合预报技术案例分析
- 预制块镶面现浇混凝土隧道洞门施工方法
- 建筑施工模板应用技术简析
网站最新
内容提示:在盾构前部开挖面上对刀盘进行焊接修复作业,要求在尽可能短的时间内完成任务。本文从保持开挖面稳定的维护措施的采取,修复材料的选择,修复工艺的优化和修复工艺流程的安排等方面进行了阐述。井对一些有待解决的问题提出了自己的意见和看法。 【
【摘 要】在盾构前部开挖面上对刀盘进行焊接修复作业,要求在尽可能短的时间内完成任务。本文从保持开挖面稳定的维护措施的采取,修复材料的选择,修复工艺的优化和修复工艺流程的安排等方面进行了阐述。井对一些有待解决的问题提出了自己的意见和看法。(参考《建筑中文网》)
【关键词】 盾构 刀盘 焊接修复 工艺
0 前言
s-169地铁盾构隧道施工工程,在TBM推进过程中停机进行例行检查时,发现周边刀及其安装基座和部分紧挨周边刀的齿刀及其基座磨损严重。遂决定对刀盘本体和刀具安装基座进行紧急焊接修复。在修复的同时,还对部分刀盘本体表面进行了耐磨层堆焊处理。笔者以下对刀盘的修复工作进行回顾、分析和总结,并对相关的问题进行分析和探讨。
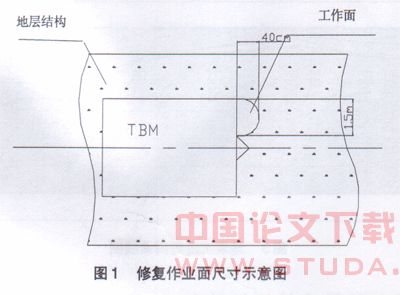
1 作业面开挖尺寸的确定
正常情况下,刀盘与开挖面土体紧密相依。在开挖面上对刀盘进行焊接,需要在刀盘前方挖出一个洞,以保证作业人员对刀盘进行焊接作业时有适当的作业空间。洞的大概尺寸为个直径1 500mm,深度400mm的半球形洞。具体位置和尺寸见图1。
2保持开挖面稳定的维护措
2.1土仓排土量的控制
盾构土仓排土高度主要是根据焊接作业需要及开挖面地层特点综合考虑的。因为该处地层上部是粘土层,下部是沙层。排土高度控制控制在刀盘直径的1/3左右,即2m,以尽量减少对开挖面的影响范围。
2.2 以气压代替土压保持开挖面的稳定
当长时间停止作业时,为了保持开挖面的稳定,必须向土仓内充气加压。在加压时,开挖面地层内的水被排挤流向它处。但气体加压无法保持长久,时间稍长有些地方会漏气;为了控制漏气,我们向土仓内加注膨润土,在开挖面表面形成泥膜,这样可以较长时间保持土仓内的压力。
2.3 拱顶支护
对拱顶的局部坍塌处,用装有粘土的编织袋及木板进行支护,来控制坍塌的范围,保持开挖面的稳定。
2.4 缩短修复时间
实施24小时连续工作,以减少较大面积和范围的坍塌情况的发生。
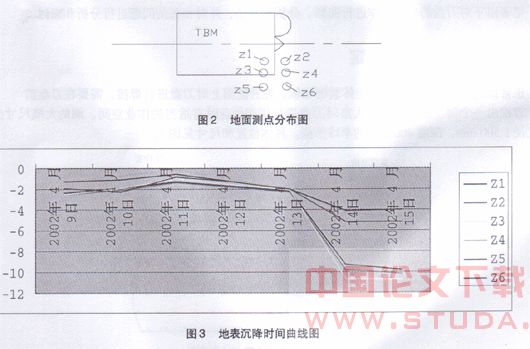
通过上述措施,有效地保证了开挖面的稳定性,刀盘修复期间地表沉降得到了有效的控制,图2、图3。从图3中就可以看出:随着停机时间的延长,地面沉降呈增大趋势,但斜率明显减缓通过采取上述措施,较好地控制r地面沉降。在进行修复施工的一周里,最大沉降控制在12mm以内。因为随着时间的延长,沉降在增大。因此,加快修复速度,缩短维修作业时间显得尤为重要。
3 刀盘本体及刀具安装基座的焊接修复
在土仓内开挖面上进行焊接作业,受到了操作空间、通风条件等多种因素的限制,作业难度较大对焊工的操作水平也有较高的要求。由于在本次作业过程中开挖面地层情况比较隐定,加之措施得力所以焊接作业进行的较为顺利。
3.1 钢材的选择
刀盘修复工作,时间紧、任务重。但我们还是进行了认真的调查、分析和准备。首先根据刀盘本体采用St52-3钢号。相当于国产的低碳钢。刀盘本体及刀具安装基座的修复宽度为350mm,厚度为100mm,高度为150mm。从材料的机械性能和可焊性等多方面因素综合考虑,并经与有关单位的焊接专家研究,最终决定采用国产20#钢对刀盘及安装基座进行修复。
3.2 刀盘修复方案的优化
如何保证修复后的刀盘本体性能不低于原设计制造的水平,我们进行了深入的分析和研究,并加工了样块在现场进行了模拟装配分析。
3.2.1 从焊接工艺考虑采用左右块加支撑块的方案
原设计修复方案中采用两块150mm厚的钢块,对刀盘大臂左右两侧进行焊接修复。我们通过分析及样块的模拟安装发现:在土仓内,受操作空间的限制,焊接作业只能从两个侧面进行无法正面对刀盘进行焊接作业。在345mm的宽度上,焊接两块150mm的钢块,第一块可以焊接,而第二块与第一块相邻的部分与刀盘本体间的焊缝无法实施焊接作业。所以,改为采用两块100mm厚的钢块加中间支撑板;先焊接左、右块,再焊接中间连接板。这样既保证了焊接作业的司达性、方便性,也保证了修复体与刀盘本体之间有较高的连接强度。
3.2.2 周边刀连接螺栓数量的确定
山于刀盘周边刀安装基座上的中间一个螺栓连接孔被磨掉1/2,无法对半个螺栓孔进行焊接修复。我们最初决定只用两端的连接孔进行螺栓连接固定,中间一个不固定。后经我们分析研究认为:如果中间螺栓孔不连接,一是周边刀与刀盘的连接强度降低了1/3;二是如果该螺栓连接孔不进行封堵,在刀盘旋转过程中,会有泥沙从孔内通过,且由于该部位位于刀盘边缘,其线速度较大,容易导致刀盘和刀具的磨损;因此,决定对该螺栓孔进行连接封堵。具体做法是:加工一个带有内螺纹孔的光套,在原套的位置上与刀盘残体进行焊接,螺栓与套的内螺纹连接固定。这样既封堵了刀盘上的孔洞,也提高了周边刀与刀盘本体的机械连接强度。
3.2.3 增加焊缝高度,以提高修复体与刀盘基体的连接强度
经设备制造商确认:刀盘制作时,周边刀安装基座与刀盘本体焊缝高度为3层5mm。修复时们规定了5层8mm焊缝高度。保证了修复质量不低于原制造过程中的焊接强度。
3.2.4 采取多项措施,保证焊接质量
(1)选派经验丰富、焊接技术高的电焊工进行连续作业;
(2)选用直流电焊机,保证焊接电弧能够稳定燃烧,以提高焊缝成型质量;
(3)选用J506焊条,焊接前对焊条进行烘干处理,并在焊接作业过程中,用保温箱对焊条进行保,
温。从而减少焊缝出现气孔的可能性;
(4)用砂纸、磨光机对焊接面进行打磨处理,并用丙酮对焊接面进行擦拭,确保焊接面的清洁
从而保证焊缝质量;
(5)严格防水措施,确保焊缝质量。
为缩短盾构的停机时间,我们采取了24小时连续作业的方式。作业分成两班,每班12小时,两名电焊工在12小时内轮换进行作业。这样在一周之内,就顺利地完成了刀盘的修复工作,并对磨损刀具进行了更换。
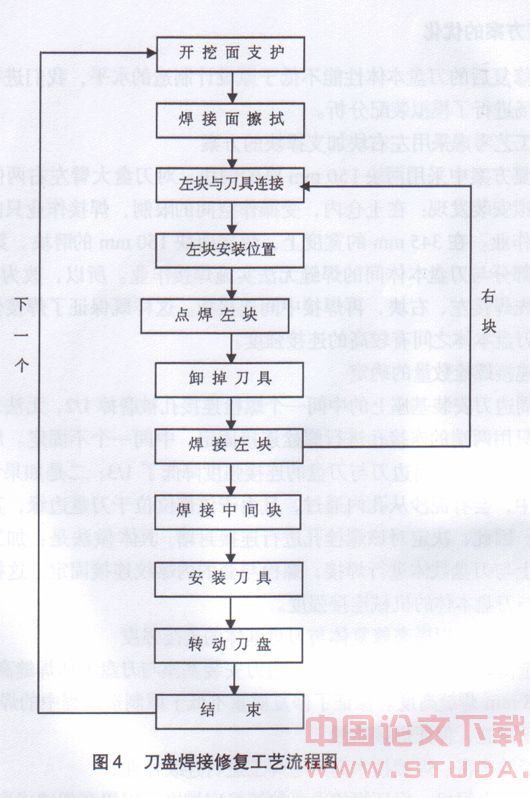
由于周边刀是用3个连接螺栓固定到刀盘上的。因此,焊接作业中如何保证修复体上螺栓孔的定位精度,成为判断本次修复质量好坏的关键。技术人员精心思考、仔细研究,制订了详细的施3232艺,并编写了施Ⅱ艺流程图,见图4;并要求电焊工在焊接作业过程中,对称交叉施焊,确保焊接件受热均匀,避免工件由于受热不均而导致移位。由于各项措施制定的具体合理,加上作业人员积极配合,确保了焊接后的定位精度,没有出现返工现象。在保证质量的同时,也确保了作业进度。
5几点建议和思考
从本次焊接修复工作中,我们发现和想到了一些问题。
5.1应加强进仓检查的数次
在开挖面上实施焊接作业,对地层的稳定性有较高的要求。我们停机地层的开挖面很稳定,可以向前超挖出作业空间,如果开挖面土体自稳性差的话,则首先需要对土体进行加固处理,要耗费较长的时间。这就要求我们在今后要及时进仓检查刀具和刀盘的磨损的情况,并做好检查记录。
5.2 刀盘大修工艺规范应尽早制订
从本次抢修的情况看,刀盘磨损情况较严重。在完成下一区间推进TBM出洞时,必须对刀盘进
行大修,而如何修,怎样保证质量?这些问题我们心中没底。因此,必须投入—定的人力和财力尽早开展这方面的工作,进行必要的方案研究和试验,并制定出合理的刀盘修复施工工艺及表面强化处理方案。
5.3 刀具急剧磨损原因的简要分析
从施工过程分析,刀具及刀盘急剧磨损的情况发生在第500环以后,在500环以前每个工班8h正常一般可以完成4环的掘进,而在500环以后,推进速度明显减慢。推力、扭矩明显增大的结果使刀具的磨损加剧;而刀具的磨损加剧,又导致了刀盘扭矩的增大。这两者之间互为因果,就使情况变得越来越糟。这仅是笔者个人的初浅分析判断,真正的原因还有待专家综合施工记录、施工参数等诸方面的因素进行深入的分析研究,给出一个正确的结论。这里不多赘述。
5.4 关于TBM国产化刀盘材料的选择
本次修复工作,也给我们TBM的国产化在材料选择方面提供了有价值的参考。并且由于35#钢的含碳量较高,硬度也就高,耐磨性就较好;此外,35#钢的可焊性尚可国产盾构机刀盘可以选用35#钢做母体材料。
参考文献
【1】李智诚等.世界常用钢号手册,北京:中国物资出版社,1993
原文网址:http://www.pipcn.com/research/200808/13630.htm
也许您还喜欢阅读: