请告诉我们您的知识需求以及对本站的评价与建议。
满意 不满意
Email:
钢筋等强滚轧直螺纹连接技术
栏目最新
- 东莞至惠州城际铁路隧道安全风险评估与管理
- 高层建筑给排水系统安装施工技术
- 高层建筑施工质量的五个控制要点
- 房屋建筑工程质量问题、原因和防止措施
- 地下停车场防水工程施工质量预控措施
- 试析绿色施工技术在建筑工程中的应用
- 施工企业预算管理措施及案例分析
- 岩溶地区隧道施工综合预报技术案例分析
- 预制块镶面现浇混凝土隧道洞门施工方法
- 建筑施工模板应用技术简析
网站最新
内容提示:为降低钢筋连接的施工难度,提高工作效率和节约施工成本,在尼尔基水利枢纽厂房工程挡水坝段的钢筋施工中,采用了钢筋等强滚轧直螺纹连接的新技术,提高了现场工作效率,降低了施工人员的劳动强度,并积累了丰富的施工经验。
概述
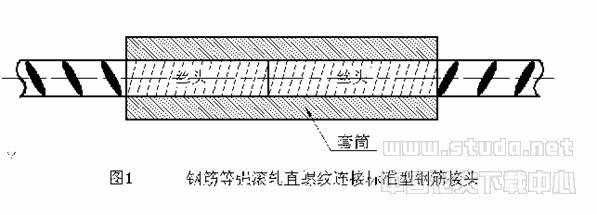
在尼尔基厂房工程挡水坝段施工中,为提高施工工艺和施工质量,增加施工科技水平,在对钢筋传统焊接和钢筋机械连接的所用材料单位、单位人员、施工进度等方面做了反复的比较后,项目部决定采用较为先进的钢筋机械连接技术。并且在对钢筋机械连接中的几种连接接头做了研究比较后,最终决定使用与传统焊接方式相比较,具有较为明显的接头强度高、连接速度快、应用范围广、适应性强、经济成本低的钢筋等强滚轧直螺纹连接技术。钢筋等强滚轧直螺纹连接标准型钢筋接头见图1
2 钢筋等强滚轧直螺纹连接技术
直螺纹套筒连接是通过钢筋端头特制的直螺纹和直螺纹套管咬合形成整体的一种连接方式。可根据需要制作直径为Φ16~Φ40的钢筋直螺纹连接套,连接套的规格及尺寸见表1。(参考《建筑中文网》)
连接套制作材料用45号优质碳素结构钢或其它经试验确认符合要求的钢材。连接套的屈服承载力和抗拉承载力不小于被连接钢筋屈服承载力和抗拉承载力标准值的1.10倍。接头的性能符合《钢筋机械连接通用技术规程》JGJ-107-96A级接头性能的规定。
表1 连接套外形尺寸单位:mm
| 规格(d) | 螺距(p) | 长度(mm) | 外径(mm) | 螺纹小径(mm) |
| f16 | 2.5 | 45 | f25 | f14.8 |
| f18 | 2.5 | 50 | f29 | f16.7 |
| f20 | 2.5 | 54 | f31 | f18.1 |
| f22 | 2.5 | 60 | f33 | f20.4 |
| f25 | 3 | 64 | f39 | f23.0 |
| f28 | 3 | 70 | f44 | f26.1 |
| f32 | 3 | 82 | f49 | f29.8 |
| f36 | 3 | 90 | f54 | f33.7 |
| f40 | 3 | 95 | f59 | f37.6 |
2.1 术语
①.直螺纹丝头(简称丝头):滚轧成直螺纹的钢筋连接端。
②.钢筋滚轧直螺纹接头:将钢筋的连接端用专用机床滚轧成直螺纹丝头,通过直螺纹连接套把两根带丝头的钢筋连接成一体的钢筋接头。
③.直螺纹连接套(简称连接套):带有内直螺纹的钢筋连接套。
④.秃牙:钢筋滚轧的螺纹牙顶低于中径的螺牙。
⑤.有效丝扣:螺纹的螺牙中径达到合格几何尺寸的部位。
2.2 工艺流程
钢筋滚轧直螺纹连接的工艺流程为:钢筋原料→切头→机械加工(丝头加工)→套丝加保护套→工地连接。
①.所加工的钢筋应先调直后再下料,切口端面与钢筋轴线垂直,不能有马蹄形或挠曲。下料时,不得采用气割下料。
②.加工丝扣的牙形,螺纹必须与连接套的牙形、螺距一致,有效丝扣内的秃牙部分累计长度小于一扣周长的1/2。
③.已加工完成并检验合格的丝头要加以保护,钢筋一端丝头戴上保护帽,另一端拧上连接套,并按规格分类堆放整齐待用。
④.钢筋连接时,钢筋的规格和连接套的规格一致,并确保丝头和连接套的丝扣干净、无损。
2.3 钢筋等强滚轧直螺纹连接技术优点
①.接头强度高:等强级接头,100%发挥钢筋强度,能达到《钢筋机械连接通用技术规程》(JGJ-107-96)中A级接头标准。
②.连接速度快:套筒短,螺纹扣数少,使用方便。连接时将套筒套在钢筋上用普通扳手拧紧即可,大大降低劳动强度,节约时间。
③.应用范围广:适用钢筋任何位置与方向的连接,也可用于弯曲钢筋及钢筋笼不能转动的场合。
④.适用性强:接头质量可靠,现场施工时,风、雨、停电状态,水下、超高环境均适用。
⑤.节材、节能、经济:在同等级的钢筋连接中,比传统焊接节省连接用钢材60%左右。
⑥.适应环保要求:施工中无明火,在易燃、易爆、高处等施工条件下尤为安全可靠,可全天候施工。
3 质量要求和检验
3.1 质量要求
①.丝头:牙形饱满,牙顶宽度超过0.6mm,秃牙部分累计长度不应超过一个螺纹周长。外形尺寸含螺纹直径及丝头长度应满足图纸要求。
②.套筒:套筒表面无裂纹和其它缺陷,外形尺寸包括套筒内螺纹直径及套筒长度应满足产品设计要求。
③.连接:连接是要确保丝头和连接套的丝扣干净、无损。被连接的两钢筋断面应处于连接套的中间位置,偏差不大于1p(p为螺距),并用工作扳手拧紧,使两钢筋端面顶紧。
3.2 质量检验
加工人员加工时逐个目测丝头的加工质量。检查标准应符合表2中的规定。每加工10丝头应用相应的环规和丝头卡板检测1次,并剔除不合格产品。自检合格的丝头,再由质检人员对每种规格加工的丝头随机抽样检验,以一个工作班生产的丝头为一个检验批随机抽样10%,且不得少于10个,按表2作钢筋丝头质量检查。如有一个丝头不合格,应加倍抽检,复检仍有不合格丝头时,即应对该批全数检查,不合格的丝头应切去重新加工,经再次检验合格后方可使用。已检验合格的丝头应戴上塑料帽或连接套和保护塞加以保护。
表2 丝头检验标准单位:mm
| 项目 | 量具名称 | 要 求 |
| 外观质量 | 目测 | 牙形饱满,牙顶宽度0.6mm, 秃牙部分累计长度不应超过一个螺纹周长。 |
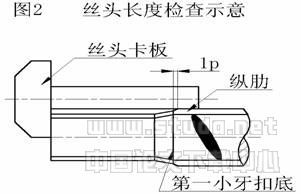
| 丝头长度 | 卡尺 | 钢筋丝头螺纹的效旋合长度用专 用丝头卡板检测,标准型接头的丝头长度公差为+1p,见图2. |
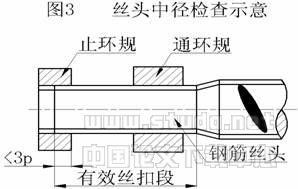
| 螺纹中径 | 通端螺纹环规 止端螺纹环规 | 通环规能顺利旋入整个有效扣长度,而止环规旋入丝头的深度不大于3p(p为螺距)。见图3. |
4 引用的规范标准
《JGJ-107-96钢筋机械连接通用技术规程》;《Q/BSJJ06-2000钢筋滚轧直螺纹接头技术规程》。
5 结语
作为一项科技进步推广项目,在尼尔基发电厂房施工中推行的钢筋等强滚扎直螺纹接连技术的使用,提高了尼尔基发电厂房工程的施工科技含量,提高了现场工作效率,降低了施工人员的劳动强度,加快了厂房施工进度,增加了现场文明施工的水平。同时,由于钢筋等强滚扎直螺纹接连技术在钢筋连接中的使用,减少了现场施工中人为因素对钢筋连接质量的影响,将质量中不易控制的人为因素降到最低,有效的提高了钢筋连接的质量。此项技术在尼尔基发电厂房施工中推广使用为在以后的施工中积累了丰富的施工经验,并且极大地提高了施工工艺水平。
原文网址:http://www.pipcn.com/research/200602/8321.htm
也许您还喜欢阅读: